
新闻资讯
News
充氮热灌工艺在PET瓶饮料生产中的应用
摘要
PET瓶热灌装工艺具有安全性高,操控性能好,投资少等优点,在饮料生产领域应用广泛,但饮料从热态到常温过程中体积收缩产生负压,给瓶体设计造成一定局限性,必须利用呼吸板块吸收负压,同时瓶体需采用厚加强筋以提高强度。充氮热灌装工艺是在传统热灌装工艺的灌装工序后,旋盖前向瓶体内部注射液氮,通过氮气在热态和常温下的压力变化来消除负压,去除呼吸板块的设计限制;同时,通过液氮气化增加瓶体内压进而提高瓶体抗压强度,打破加强筋过厚的约束,大幅提高了PET瓶体设计的自由度。
充氮热灌工艺关键控制技术
充氮热灌工艺是在传统热灌装工艺的基础上,在灌装后、旋盖前增加了液氮注入工序,利用液氮消除热灌装瓶体冷却产生的负压。图1和图2分别为传统热灌装和充氮热灌装工艺流程,从图中可以看到:充氮热灌装是在传统热灌装工艺基础上,增加了一个注氮工序,可以在现有的传统热灌装平台上进行改造,改造费用低、时间短。并且改造后可以灵活的在传统热灌装工艺和充氮热灌装工艺之间进行切换,大大拓展生产线的生产能力,提升了生产线的利用。
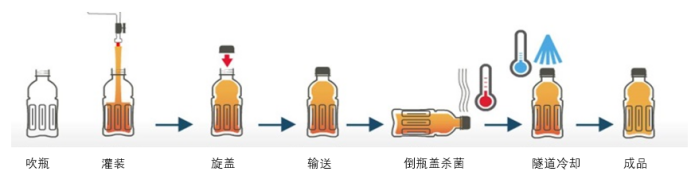
图1 传统热灌装工艺流程

图2 充氮热灌装工艺流程
充氮热灌工艺过程中的压力控制
氮气的压力控制是充氮热灌工艺中最关键技术,液氮注入瓶体后会影响到整个产品的生命周期,其中有4个节点的压力至关重要,分别是:P1—注氮旋盖后的热态内压,P2—瓶体常温冷却后的冷态内压,P3—生产24h后瓶体在常温/4℃下的内压,P4—货架期后瓶体在常温/4℃下的内压。P1和P2主要用于生产过程控制,P3和P4是产品呈献给消费者的最终状态。
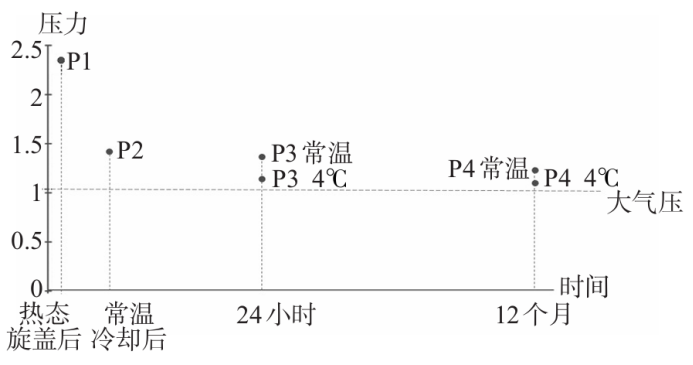
图3 压力与时间周期关系图
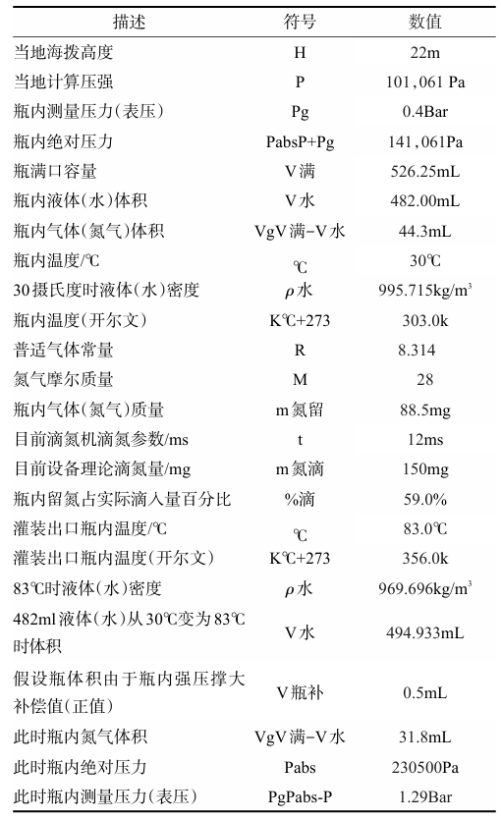
为确保消费者饮用冷藏产品前,瓶体仍然具有一定的内压,应满足P4(4℃下)>=标准大气压+P保险值,P3=P4+P货架期内泄露量;P3值确定后,根据阿伏伽德罗定律P=NRT/V推算P2和P1,并通过反复实验,最终确定最优内压控制参数。图3为各个点压力与时间周期的关系示意图,从图中可以看出,虽然随着瓶体放置时间的增加,瓶体内压呈下降趋势,但生产24h后和12个月时瓶体在常温/4℃下的内压变化很小。不同PET瓶内压控制参数不同,当瓶体或者生产工艺发生变化,内压控制参数要进行一定调整。压力测算时构建的压力测算数学模型如表1所示,其中黄色部分是与工况相关的输入参数。
表1内压控制参数一览表
PET瓶结构设计
充氮热灌工艺降低了PET瓶重量,大大提高了瓶型设计自由度,优化了瓶体性能[12-15]。充氮热灌工艺中PET瓶设计需注意以下事项[16-18]:
瓶底设计
充氮热灌工艺要求瓶底设计时需采用底部强度高、不易变形的碳酸底设计[19],或在碳酸底的基础上进行优化(如图4所示)。由于PET瓶在热态下(85℃左右)要承受0.2MPa以上的压力,只有高强度瓶底才能保持瓶底形状;瓶底强度不够时,会导致瓶底凸出,瓶体无法站立。
瓶身沟槽设计
PET瓶身沟槽最佳深度在0.3mm以内(如图4所示),否则,在热态下沟槽产生塑性拉伸,冷却后无法恢复,致使沟槽变浅,瓶高加长。
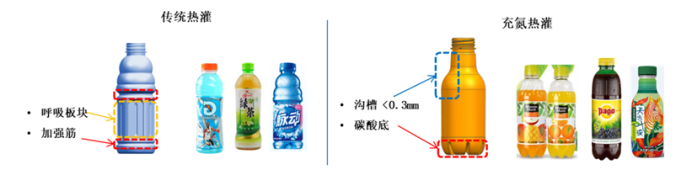
图4传统热灌与充氮热灌工艺中瓶体结构形式对比
瓶体形状设计
PET瓶尽量采用对称结构,以保证瓶体的稳定性;非对称结构瓶体在高温高压下易产生不均匀变形,冷却后瓶高增加,甚至出现两侧高矮不均的“香蕉瓶”。
PET瓶生产过程控制
PET瓶生产过程中,瓶体结晶度和瓶底温度控制至关重要。结晶度直接影响瓶体强度,同时也影响瓶体玻璃化温度[20]。瓶体结晶度越高,在相同温度下强度越好,同时玻璃化温度越高,如图5所示。
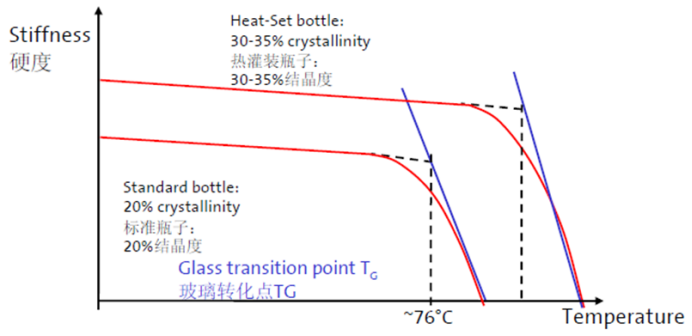
图5 温度对PET瓶硬度影响
瓶底厚度远大于瓶身,冷却速度低于瓶身,瓶底是瓶体离开吹瓶机后温度最高的部位,因此当瓶体材料和吹瓶工艺确定时,降低灌装时瓶底的温度成为避免瓶底变形的关键因素[21-23]。充氮热灌装时,将吹瓶模具的底膜热油冷却改为底膜冷水冷却[24],同时增加3道瓶底冷却工序,不但加快了吹瓶的底膜冷却速度,而且保证瓶体在进入冷道前不发生变形[25],具体如图6所示。
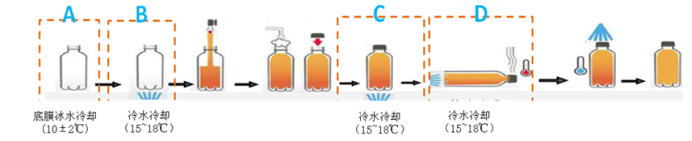
图6充氮热灌装中PET瓶体冷却工艺示意图
由于瓶底冷却会造成瓶体降温,为确保“倒瓶杀菌”的工艺效果,需要提高灌装温度0.5℃~1℃以保证倒瓶杀菌效果,具体提高温度根据实际工况确定。
瓶体内压的精度和稳定性控制
瓶体内压的精度和稳定性,主要取决于两个方面:一是液氮的注射精度,由液氮注射设备能力决定;二是液氮从注射到瓶体封口时间内的蒸发量和精度,即余留的氮气量和精度。余留的氮气量和精度取决于:(1)设备运行稳定性,对于吹灌旋一体机而言一般在95%以上;(2)氮气注射喷嘴结构以及喷嘴和瓶口之间的距离,距离越近越好;(3)瓶体从注入液氮到旋盖完成的时间,时间间隔越短越好;(4)灌装车间环境温度及稳定性,一般灌装车间都是恒温控制在25℃;(5)瓶体的液位控制及精度即顶隙空间的大小和精度。
液氮注射方法
液氮注射的方法有三种,一种是让液氮不断流出,由于瓶体间的间隙大,有效注射量=瓶口直径/灌装机节距(以φ38瓶体为例,一般为38mm/93mm=40%),造成很大浪费,速度变化还会造成压力波动;第二种是间断式注射,即每瓶注入定量液氮;第三种是由计算机控制可在任何速度(0~2400cpm)连续注射或者间断注射,控制精度达±1.5%。
氮气充填量及其精度控制
瓶体灌装的液位控制,即瓶体容量与灌装量之间的关系,决定了瓶体顶隙空间的大小。顶隙空间会影响产品效果:液位太低,降低消费者舒适度;液位太高,氮气量少,不但会增大内压波动,还会造成瓶体内压低,冷却后出现负压现象。图7为不同瓶体内压下瓶内液位顶隙空间对比情况,因此不同瓶体需要进行反复测试方能确定合适液位。
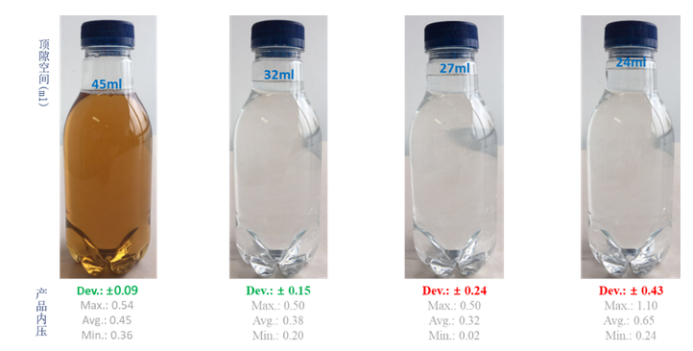
图7 不同瓶体内压下瓶内液位顶隙空间对比
现场测试结果,表明了瓶体内压与注氮量、液位的关系。如图8所示:当液位高度一定时,瓶体内压随着注氮量的增加而增加,当注氮量超过瓶体可以容纳的氮气量时,瓶体内压将达到一个峰值,且不再增加。如图9所示:保持注氮量不变,瓶体内压随着液位的升高而增加,到达一个峰值后,瓶体内压随着液位的升高而降低。
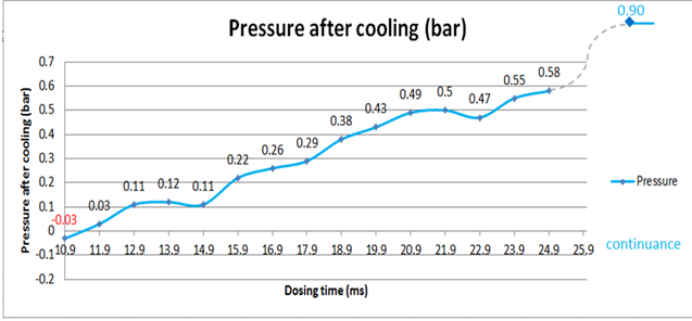
注氮时间/ms
图8 瓶体内压与注氮量、液位的关系(灌装液位不变)
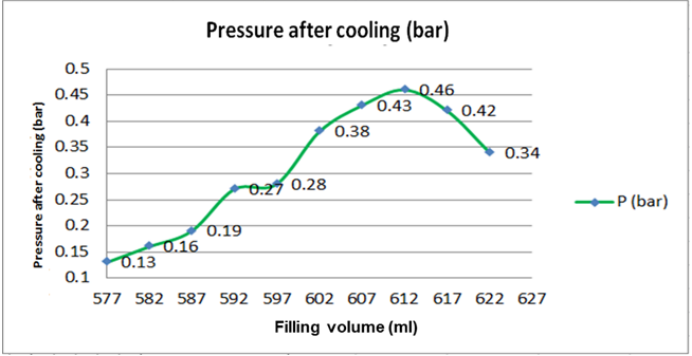
瓶体容量/mL
图9 瓶体内压与注氮量、液位的关系(注氮量不变)
虽然影响因素多,但是氮气的填充量及其精度还是可以很好地被控制。经过反复现场测试,找到合适液位后,可以很好地控制瓶体容量、灌装液位、顶隙空间、内压和瓶高拉伸变长等指标。图10和图11是一组600mL瓶体的测试数据:图10瓶体容量为602.5+1mL,冷却后瓶体高度222.8+0.4mm,图11冷却后内压0.46+0.10bar。
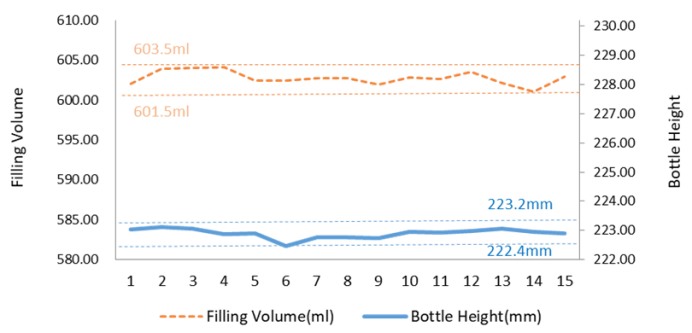
图10 600mL瓶体容量、冷却后瓶体高度及冷却后内压测试数据
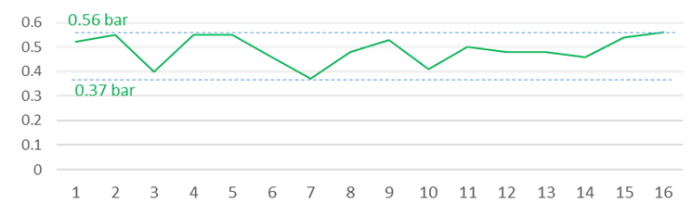
图11 600mL瓶体容量、冷却后瓶体高度及冷却后内压测试数据
充氮热灌装工艺对瓶底强度的影响及措施
即使充氮热灌时瓶底采用碳酸底设计仍会出现瓶底开裂现象(如图12所示),主要由两个方面的原因造成:(1)材料应力开裂,与PET料性能、吹瓶工艺以及瓶体内液体PH值等因素相关,发生几率很低,但一旦发生将是普遍性和灾难性的。新材料、新工艺或新产品首次生产前,取瓶体样品30支,在0.2%NaOH溶液中浸泡3h,无开裂视为合格。(2)外力冲击造成的开裂,具有随机性,主要是由于瓶底抗冲击性能不足所导致。为此,需调整吹瓶工艺,增加瓶体底部中心小花瓣处的厚度以增加瓶底强度,减薄瓶底和瓶身接合处大花瓣的厚度以起到缓冲的作用。定期取样,自2.5米高度,瓶口向上,并使瓶体轴线与水平方向成60°,自由落体跌至水泥地面,瓶不破裂为合格。
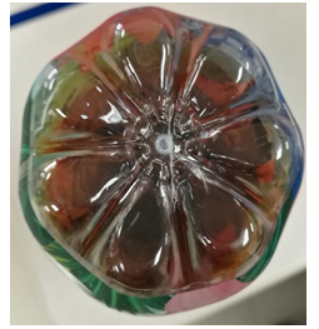
图12 瓶底开裂
充氮热灌工艺应用案例分析
达能(中国)食品饮料有限公司2017年“天方茶谈”项目将充氮技术融入到传统热灌生产线上,实现了天方茶谈产品快速上市,生产线运行稳定,各项指标良好,具体表现在如下几个方面。
周期短,投资少
实现了产品包装设计的突破。项目从设计到生产仅用时6个月;产能32000瓶/h的生产线改造费用约一百万元,仅占一条全新热灌线投资的8%,而投资相同产品的一条无菌生产线是热灌线投资的150%。
产品质量稳定
无氮气不足造成的相关投诉,产品在货架期时内压依然满足要求,如表2所示:
表2 产品内压跟踪测试结果(对比大气压强)
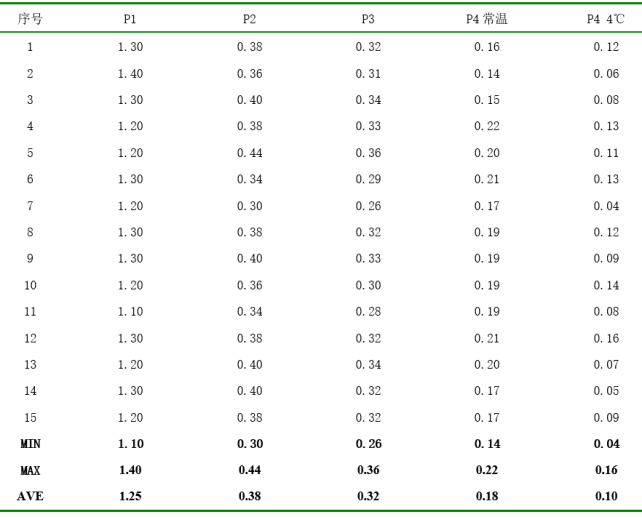
注:P1为旋盖后,热态;P2为冷却后,常温;P3为24h后,常温;P4为12个月后(常温,4℃)
生产过程稳定,生产效率无明显损失,氮气消耗成本低
全年充氮热灌产品生产效率约为95%,比热灌装产品低2%左右,主要由于氮气吹扫造成。每瓶瓶体的液氮注入量为0.2g,氮气综合利用率为60%,氮气成本约为0.5元/千瓶。
结论
充氮热灌装工艺是对传统热灌装技术的拓展,投资少,见效快,大大增加了生产线的柔性,具有很好的投资经济性;同时技术成熟、操作简单,与热灌装技术具有相同的食品安全性保障。国内充氮热灌工艺尚未广泛使用,充氮热灌装工艺具有广阔的应用空间。充氮热灌工艺可以有效的突破传统热灌工艺的局限,充分利用现有产能,如通过充氮,突破热灌装对瓶型的限制,实现不同瓶型的热灌产品生产;利用氮气作为不活泼气体的特性,可以对产品进行有效保护,助力氧气敏感性产品的生产;通过充氮,增加产品的抗压强度,可有效降低热灌产品瓶体重量,实现节约增效,减少碳排放,保护环境;更可以支持新型PET材料(如:Bio-PET)的使用,实现绿色环保,助力循环经济。
